In the global chemical pharmaceutical supply chain, pharmaceutical intermediates serve as the critical link between basic chemical raw materials and finished drug formulations. The production quality and technological capabilities of pharmaceutical intermediates directly impact the safety, efficacy, and production costs of medications.
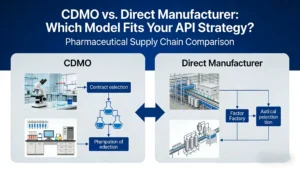
For pharmaceutical companies seeking reliable partners, selecting pharmaceutical intermediates manufacturers with professional qualifications and innovative capabilities is of paramount importance.
This article will provide an in-depth analysis of the core characteristics of high-quality pharmaceutical intermediates manufacturers and offer a practical framework for supplier evaluation.
Pharmaceutical Intermediates: The Precision Bridge from Molecules to Pharmaceuticals
Pharmaceutical intermediates are chemical substances used in the synthesis of active pharmaceutical ingredients (APIs), and their production processes must strictly adhere to GMP (Good Manufacturing Practice) standards.
Unlike APIs directly used for treatment, intermediates typically do not enter the human body directly. However, their purity, crystalline form, and impurity control levels directly impact the efficiency and quality of subsequent API synthesis.
For example, the synthesis of the anticancer drug paclitaxel involves multiple intermediate reactions, and any impurity exceeding the limit in any step may render the final drug ineffective.
The global pharmaceutical intermediate market is projected to reach a scale of US$42 billion by 2025. As one of the largest producers, China has established a complete industrial chain from basic chemicals to high-end customized synthesis.
However, the industry is highly segmented: low-end intermediates (such as acetaminophen intermediates) face overcapacity, while high-end complex intermediates (such as chiral intermediates and multi-step synthesis intermediates) remain dependent on imports.
The Four Core Characteristics of High-Quality Pharmaceutical Intermediate Manufacturers
- Strict Quality Management System
Top manufacturers typically hold ISO 9001 (Quality Management System), ISO 14001 (Environmental Management System), and cGMP (Current Good Manufacturing Practice) certifications. For example, a well-known company uses a dual detection system combining HPLC (High-Performance Liquid Chromatography) and GC (Gas Chromatography) to ensure that impurity levels in each batch of antiviral drug intermediates are below 0.1%.
- Robust R&D and Customization Capabilities
As the complexity of new drug development increases, manufacturers must possess flexible production capabilities ranging from gram-scale to ton-scale. For instance, a company developing sulfinpyrazone sodium intermediates for anticoagulant drugs optimized catalytic reaction conditions, increasing yield from 65% to 85%, significantly reducing production costs for clients.
- Environmental Protection and Safety Production System
By adopting green processes such as continuous flow reaction technology and biocatalysis, the company reduces the emission of waste water, waste gas, and solid waste. For example, by replacing traditional chemical synthesis with enzyme catalysis, the company reduced the E-factor (environmental factor) of a certain antibiotic intermediate from 15 to 3.2.
- Stable Supply Chain and Regulatory Compliance
Possessing DMF (Drug Master File) and EDMF (European Drug Master File) registration capabilities, we can swiftly respond to audit requirements from regulatory agencies such as the FDA and EMA. A company supplying antidepressant intermediates to EU customers has passed on-site inspections by the European Medicines Agency for five consecutive years.
How to Evaluate Pharmaceutical Intermediate Manufacturers?
When selecting suppliers, it is recommended to focus on:
Historical Project Experience: Are there successful production cases of intermediates with similar structures?
Technical Documentation Completeness: Can COA (Certificate of Analysis), MSDS (Material Safety Data Sheet), and process flow charts be provided?
Emergency Response Capability: Can solutions be provided within 72 hours in the event of raw material shortages or quality anomalies?
Intellectual property protection: Have strict non-disclosure agreements (NDAs) been signed?
Industry Trends and Future Challenges
With the rise of personalized medicine, small-molecule drug intermediates are evolving toward higher complexity and lower batch sizes. Meanwhile, new technologies such as AI-driven reaction prediction and continuous manufacturing are reshaping the industry landscape.
A certain company has established a machine learning-based reaction optimization platform, reducing the development cycle for new intermediates from 18 months to 9 months.
Choose Us: Your Reliable Partner
As a manufacturer with over a decade of experience in the pharmaceutical intermediate field, we offer:
Experience in producing over 500 types of intermediates, covering therapeutic areas such as antiviral, anticancer, and cardiovascular
An independent R&D center equipped with precision instruments such as nuclear magnetic resonance (NMR) and mass spectrometry (MS)
Certification from the FDA, WHO-PQ, and multiple national GMP standards
Full-service support from process development to commercial production
Whether you require standardized intermediates or customized synthesis services, we will serve as a reliable backbone in your global supply chain with our professional technical team, stringent quality control, and flexible delivery solutions.
Contact us immediately to obtain customized solutions and sample testing support.