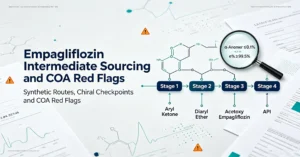
In modern pharmaceutical manufacturing, pharmaceutical intermediates serve as the critical bridge connecting basic chemical raw materials to final active pharmaceutical ingredients (APIs).
With the rapid advancement of global drug innovation, generic drug expansion, and CDMO outsourcing, high-quality, traceable, and stably supplied pharmaceutical intermediates have become one of the most crucial decision factors for pharmaceutical companies when selecting suppliers.
To help industry readers better understand the complete production pathway from design to mass production, this article systematically analyzes pharmaceutical intermediate manufacturing processes and critical quality control points, providing practical reference for corporate technical teams, procurement personnel, and compliance officers.
Overview of Pharmaceutical Intermediate Production Processes
Although drug structures vary in complexity, most pharmaceutical intermediates follow this systematic production framework:
1、Process Route Design (Route Selection)
The objective is to select the most economical, stable, and safe synthetic route, considering:
- Raw material availability
- Reaction yield and number of steps
- Environmental regulations and waste disposal
- Scalability potential
An excellent supplier should possess:
- An experienced process chemistry team
- Capability for continuous optimization from lab-scale to kilogram and ton-scale
- Ability to propose alternative routes to reduce costs and risks
2、Lab-Scale Synthesis
This phase validates route feasibility, focusing on:
- Critical reaction parameters (temperature, solvent, catalyst, pH)
- Impact of raw material purity on reaction
- Risks of by-reaction pathways and potential impurities
Analytical methods (HPLC, GC, NMR, KF, LC-MS, etc.) are also established in this stage.
3、Pilot Scale-up
Pilot scale-up represents the critical “experiential” phase within the EEAT framework, with primary objectives including:
- Expanding batch size by 10–100 times to monitor process reproducibility
- Addressing scale-up effects such as heat exchange and agitation rates
- Establishing preliminary SOPs and batch records
- Conducting safety assessments (HAZOP/LOPA)
Compliant CDMOs or intermediate plants typically require:
- GMP-like controls
- Comprehensive process safety evaluations
4、Commercial Manufacturing
This phase requires facilities to possess:
- Comprehensive GMP or ISO systems
- Automated reaction equipment
- DCS/PLC control systems
- Full traceability of raw materials and finished products
- Intra-batch and inter-batch data consistency
Critical steps include:
- Reaction Control
- Purification
- Drying/Milling
- Packing
5、Quality Control and Release (QA/QC Release)
Testing typically includes:
- Assay
- Impurities
- Residual Solvents (RS)
- Moisture
- Metal Ion Residues
- Microorganisms (for high-grade intermediates)
Release criteria must comply with:
- ICH Q3A/Q3C
- Client API process specifications
- Internal quality system
Key Quality Control Points in Pharmaceutical Intermediate Production
- Impurity Control
Impurities pose fundamental risks to final API quality. Ensure:
- Stable impurity profile
- Controllable by-products
- Effective removal of unavoidable impurities
Qualified suppliers must provide:
- Impurity research reports
- Structural identification (LC-MS, NMR)
- Control strategy
- Process Control
Reaction temperature, time, stirring speed, pH, and solvent ratios all impact final quality. Must:
- Maintain complete batch records
- Employ automated control systems
- Implement strict deviation management
- Purification Techniques
Includes:
- Recrystallization
- Extraction
- Chromatography
Aims to remove structurally similar impurities and ensure batch consistency.
- Raw Material Assessment
Suppliers must ensure:
- Reliable upstream materials
- Transparent supply chain
- Complete COA and MSDS documentation
Critical Factors for Selecting Pharmaceutical Intermediate Suppliers (Procurement Guide)
Below are the EEAT dimensions most prioritized by pharmaceutical companies when selecting partners:
✔ E (Expertise)
- Do they possess a robust R&D team?
- Do they have successful experience with structurally similar intermediates?
👉 This is the foremost criterion for all intermediate selection.
✔ E (Experience)
- Do they have production experience from kilogram to ton scale?
- Do they have stable, long-term customer cases?
👉Experienced manufacturers significantly reduce technical risks—an industry default standard.
✔ A (Authoritativeness)
- Has the supplier passed GMP, ISO, and EHS audits?
- Can they provide complete regulatory support documentation?
👉These serve as objective proof of supplier authority and credibility.
✔ T (Trustworthiness)
- How consistent are batch-to-batch results?
- Is there a fully disclosed quality traceability system?
👉Trust is the cornerstone of long-term partnerships.
Future Trends in Pharmaceutical Intermediate Manufacturing
- Continuous Flow Technology
Enhances safety, yield, and environmental performance.
Reduces solvent consumption and wastewater discharge.
- AI and Digital Quality Control
Enables faster, more accurate data analysis and prediction.
Unified supply from intermediates to APIs improves stability and cost advantages.
Conclusion: Need High-Quality Pharmaceutical Intermediates? Partner with Us
As a specialized manufacturer of pharmaceutical intermediates and APIs, we possess extensive expertise in oncology, cardiovascular, diabetes, anti-infective, and other therapeutic areas.
We offer:
- High-purity intermediates
- Custom synthesis
- CDMO process development and scale-up
- Comprehensive quality testing support
- Global regulatory submission documentation
If you are seeking a reliable pharmaceutical intermediate supplier, contact us for technical documentation and quotations. We provide robust support for your API development and production needs.
Email: sunqian0123@gmail.com
WhatsApp: +86 17663713557